С насыщением российского рынка упаковки производителями, обладающими подобным типом высекального оборудования, вопрос эффективности процесса высечки выходит на первый план в конкурентной борьбе. Опираясь на опыт признанного лидера в сфере производства высокотехнологичной штанцевальной оснастки – немецкой компании Marbach GmbH , и ее партнера на российском рынке – компании "РАСТР-технология", рассмотрим влияние компонентов оснастки (см. табл 1.) на составляющие производительности высекальных автоматов.
| Растр-технология | MARBACH |
|---|---|
| Штанцевые формы для высечки упаковки | |
|
|
| Контр биговальные устройства для штанцформ | |
|
|
| Оснастка для автоматического удаления отходов | |
|
|
| Оснастка для разделения заготовок (нижняя часть) | |
|
|
Устойчивость к разрыву:
обеспечение необходимой степени деформации (сжатия) и усилия;
быстрое восстановление первоначальных размеров при скоростях до 15000 циклов в час (и более);
сохранение характеристик на протяжении всех циклов деформации (тиражестойкость);
отсутствие эффекта старения при длительном хранении штанцформ.
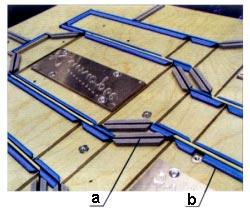
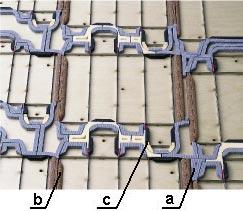
Современные специальные материалы (резины и полиуретаны) отвечают всем этим требованиям. По выполняемым функциям их можно разделить на 3 группы (см. рисунок 1, 2):
пориcтые резины твердоcтью 35-40 Sh – для простого выталкивания картона (см. рисунок 1а, 2а);
сплошные резины специального профиля твердостью 55-60 Sh (см. рисунок 1а, 2а) – для надежной фиксации картона вдоль режущих линеек, разделяющих заготовки (сохранения картонных перемычек);
твердые сплошные резины твердостью 60 Sh – для выталкивания отходов малых размеров (в узких щелях, малых отверстиях).
 |
 |
|
Рисунок 1 Традиционная технология подготовки эжекторных материалов |
Рисунок 2 Современная технология подготовки эжекторных материалов |
В настоящее время существует два способа подготовки эжекторных материалов для оклейки штанцформ:
стандартная процедура (см. рисунок 1) - ручная подготовка отрезков нужной длины из полосовых материалов с последующим приклеиванием им к основанию штанцформы спецклеями;
новая технология (см. рисунок 2) – нарезание водоструйным автоматом цельных кусков оригинальной конфигурации из листовой резины с самоклеящейся пленкой, а также автоматическая нарезка полосовых резин специального профиля (из рулона с самоклеящейся пленкой) с одновременной разделкой концов под нужным углом. Файлы раскроя листовой и рулонной резины создаются теми же программами, что и файл штанцформы (например marbaCAD/Impact).
Новая технология кроме существенного повышения производительности труда на операции оклейки штанцформ (что важно для их изготовителя), дает и определенные преимущества потребителю штанцформ:
резина с самоклеящейся пленкой, приклеиваемая к ламинированной фанере, может быть впоследствии легко удалена и приклеена вновь при дополнительной пропилке засечек на режущих линейках или их замене (ремонте),
из-за отсутствия мелких отдельных кусков резины для сложных криволинейных ножей (при стандартной технологии обрезинивания) повышается общая надежность крепления эжекторных материалов к основанию штанцформы.
продолжение>> окончание>>