Кроме уже рассмотренных выше компонентов штанцформы (основание, режущие линейки, эжекторные материалы) существенное воздействие на качество высеченной упаковки, а именно линий сгиба – биговки, оказывает технология бигования. Обычно она осуществляется с помощью биговальной линейки и ответного канала.
При таком способе процессы формирования биговок с присущей им деформацией растяжения картона (бигование) и его резания (вырубка) происходят одновременно. Основными проблемами при использовании стандартной технологии являются:
меняющееся качество биговки (сопротивления высеченной заготовки изгибу) в ходе тиража, связанное с разрушением кромок ленточных биговальных каналов или пертинаксовых матриц, а также приближением биговальных линеек к ответной поверхности из-за износа режущих линеек;
отсутствие возможности регулировки глубины (приправки) биговки;
необходимость обеспечения большого количества перемычек между высекаемыми изделиями из-за воздействия на них напряжений растяжения в картоне. Воздействие таких напряжений приводит к частичной или полной потере прочности перемычек и, как следствие, к разрушению листа при выходе из секции штанцевания пресса.
невозможность получения качественной биговки на проблемных материалах: двустороннеламинированных картонах (упаковка для напитков), различных пластиках, так как данные материалы требуют специальных профилей биговок (то есть биговальных каналов и бигующих профилей).
Биговальная пластина
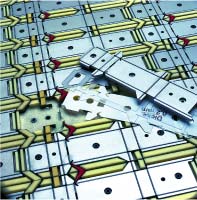 Несколько лет назад компания MARBACH разработала и запатентовала принципиально новую технологию бигования (см. рисунок). В основу положен принцип разделения процессов биговки и высечки, позаимствованная из ротационной высечки in-line машин, где сначала один инструмент осуществляет бигование материала, а затем второй – высечку. Технология носит имя "биговальной пластины".
Несколько лет назад компания MARBACH разработала и запатентовала принципиально новую технологию бигования (см. рисунок). В основу положен принцип разделения процессов биговки и высечки, позаимствованная из ротационной высечки in-line машин, где сначала один инструмент осуществляет бигование материала, а затем второй – высечку. Технология носит имя "биговальной пластины".
В штанцформе на основании Duramar, изготовленной таким способом, отсутствуют биговальные линейки, вместо них на слое специального эластомера размещается изготавливаемая гравированием оригинальная биговальная пластина из анодированного алюминия. Кромки биговальных профилей в отличие от традиционных штанцформ находятся выше кромок режущих линеек и первыми касаются обрабатываемого материала. Только после окончания процесса бигования за счет деформации эластомера происходит проникновение режущих линеек в материал. Между эластомером и основанием штанцформы располагается калиброванная прокладка, заменяя которую можно приправлять биговки. Ответной частью для такой штанцформы служит цельная стальная пластина с биговальными каналами.
Новая технология позволяет:
сохранять постоянное качество биговки от первого до последнего листа тиража;
приправлять биговку;
существенно сократить количество перемычек на картоне из-за отсутствия вредного воздействия на них напряжений растяжения, что позволит увеличить скорость работы штанцавтомата;
получать совершенную биговку на «проблемных» материалах, а также получать эксклюзивные виды биговок (например, для сигаретных коробок со скругленными гранями).
начало>> окончание>>